
NingXia DaHe Machine Tool (Group) Imp And Exp Co.,Ltd
लघु सिलेंडर चूस 3 जॉज़,तीन जॉज़ लघु सिलेंडर स्व-केंद्रित चक,3Jaws 25inch स्व-केंद्रित चक


NingXia DaHe Machine Tool (Group) Imp And Exp Co.,Ltd
लघु सिलेंडर चूस 3 जॉज़,तीन जॉज़ लघु सिलेंडर स्व-केंद्रित चक,3Jaws 25inch स्व-केंद्रित चक





| भुगतान प्रकार: | L/C,T/T,Paypal |
|---|---|
| इंकोटर्म: | FOB,CFR,CIF,FCA,CPT,CIP |
| Min. आदेश: | 1 Set/Sets |
मॉडल नं.: K11 630E
ब्रांड: HERF
पैकेजिंग: लकड़ी का बक्सा
उत्पादकता: According to the order
परिवहन: Ocean
उद्गम-स्थान: चीन
के बारे में समर्थन करना: According the order
प्रमाण पत्र: ISO9001
एचएस कोड: 84662000
बंदरगाह: Tianjin,Shanghai,Guangzhou
भुगतान प्रकार: L/C,T/T,Paypal
इंकोटर्म: FOB,CFR,CIF,FCA,CPT,CIP
मैं सारांश
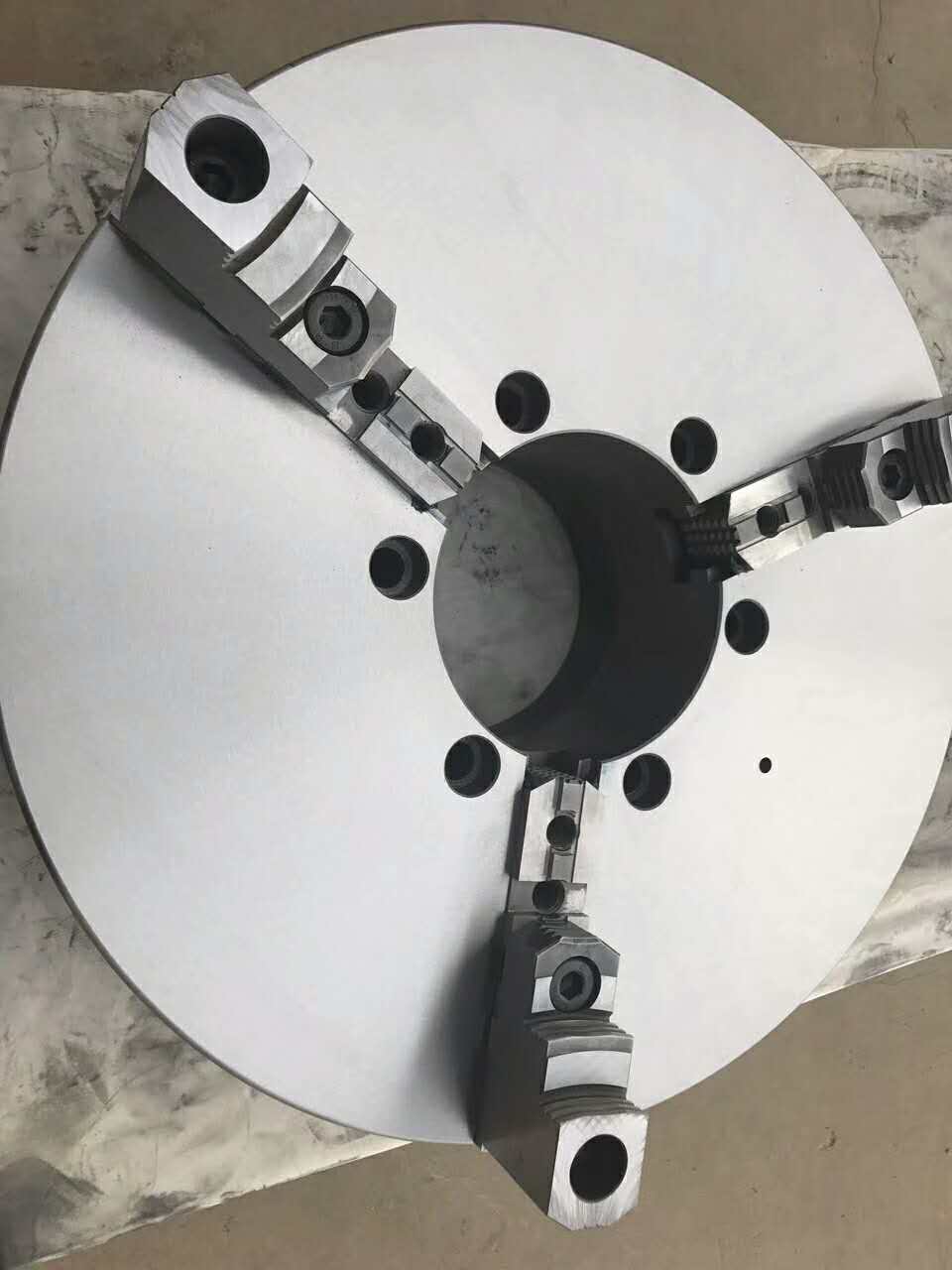
K11 630 ई K11 श्रृंखला तीन जबड़े आत्म-केंद्रित चक है। चक ने छोटे बेलनाकार केंद्र को अपनाना पसंद किया। चक गियर के माध्यम से विमान लड़ी पिरोया संरचना का अनुकूलन करते हैं, कार्यक्षेत्र के आत्म-केंद्रित को प्राप्त करने के लिए एक ही समय में जबड़े को स्थानांतरित करने के लिए स्क्रॉल करें .. स्टील की चक में उच्च गति, उच्च क्लैम्पिंग बल, लंबे समय से जीवन शैली का इस्तेमाल होता है।
द्वितीय आदर्श निर्देश
1. मॉडल K11 630 ई: आकार 630 मिमी (25 इंच),
2. चक्कर ई के साथ मेल खाती दो टुकड़े जबड़ा
III.Chuck चयन
1. उपयोगकर्ताओं को कार्यक्षेत्रों की मांग की गई आयाम और चक की अनुमेय क्लैंपिंग श्रेणी के लिए उपयुक्त चक चुनना चाहिए
FIG 1.

सारणी 1.

2. जब आप चक चुनते हैं, तो आपको मुख्य पैरामीटर मशीन उपकरण जैसे इसकी अधिकतम गति आदि
चौथा बेलनाकार सीनेट माउंट चक के मूल पैरामीटर, एफआईजी देखें। 2, टेबल 2 और मुख्य फ़ीचर, तालिका 3 देखें।
अंजीर 2

टैब 2
टेबल 3 वी। एक बेलनाकार केंद्र चक बढ़ रहा है 1.The बेलनाकार केंद्र आरोही चक्कर जो मशीन टूल स्पिंडल नाक से एडाप्टर प्लेट के साथ जुड़ा हुआ है VI ऑपरेशन। 1. संचालन से पहले नीचे की जाँच करें और जांच करें आइटम (1) सुनिश्चित करें कि चक बढ़ते रहें। 2. ऑपरेशन चक 3. क्यूशन क) रबड़ पर ट्यूब न जोड़ें, जब दबाना कार्यक्षेत्र इनपुट सीमा से अधिक की सीमा को पार करने के लिए और चक को तोड़ने के लिए सातवीं। रखरखाव 1. मशीन उपकरण बनाए रखने के दौरान चक्कों को बनाए रखना चाहिए
(2) रिंच पट्टी छेद में रिंच डालें और
(3) सामान्य रूप से चलने वाला गति धीमी हो जाती है और इसकी रन-आउट और अन्य असामान्य घटनाओं की जांच करनी पड़ती है।
(1)
(2) वर्कपीस को क्लैंप करने के लिए (4 जॉब्स के साथ अलग-अलग क्लैंपिंग) और इनपुट टोक़ के मूल्यों से अधिक नहीं होनी चाहिए। तालिका 3
b) यदि संभव हो तो अधिकतम क्लैंपिंग रेंज में वर्कपीस को दबाना मत
सी) अधिकतम क्लैम्पिंग सीमा तक पहुंचने पर अधिकतम गति पर न चलें।
डी) ऑपरेशन के दौरान अधिकतम गति को खत्म न करें
2. इसकी शुद्धता और स्थायित्व बनाए रखने के लिए हर दिन चिकनाई और साफ (संपीड़ित हवा का उपयोग करें) चोक।
3. हर साल कम से कम दो बार चक के काम की सतह को धो लें और चिकना करें। मशीन उपकरण की आवृत्ति का उपयोग करते समय या विशेष परिचालन स्थितियों में, चक के रखरखाव के समय जोड़ें







 Ms. peihua guo
Ms. peihua guo 


